We are a company specializing in designing, manufacturing and launching modern industrial automation systems using Siemens PLCs. We carry out domestic and foreign projects in various industries.
PROcess automation
IN THE FIELD:
POTATO FLAKE PRODUCTION
What we did for the client:
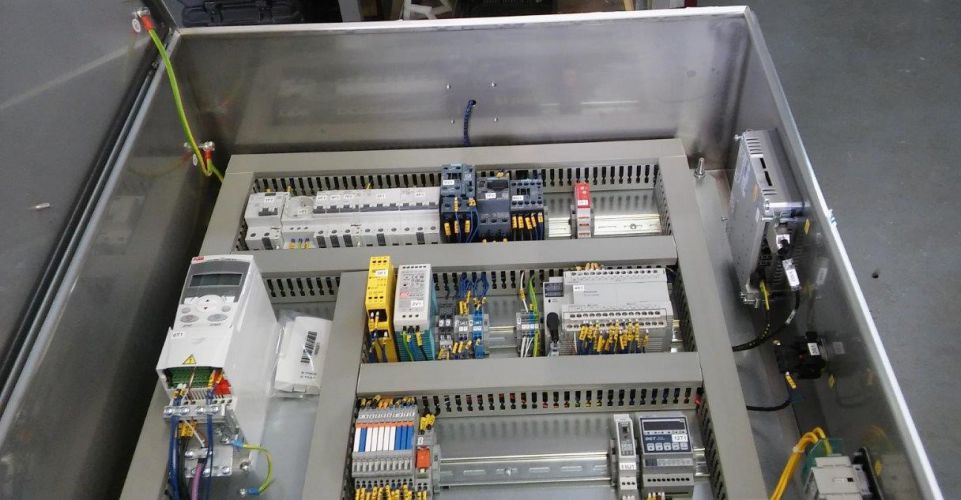
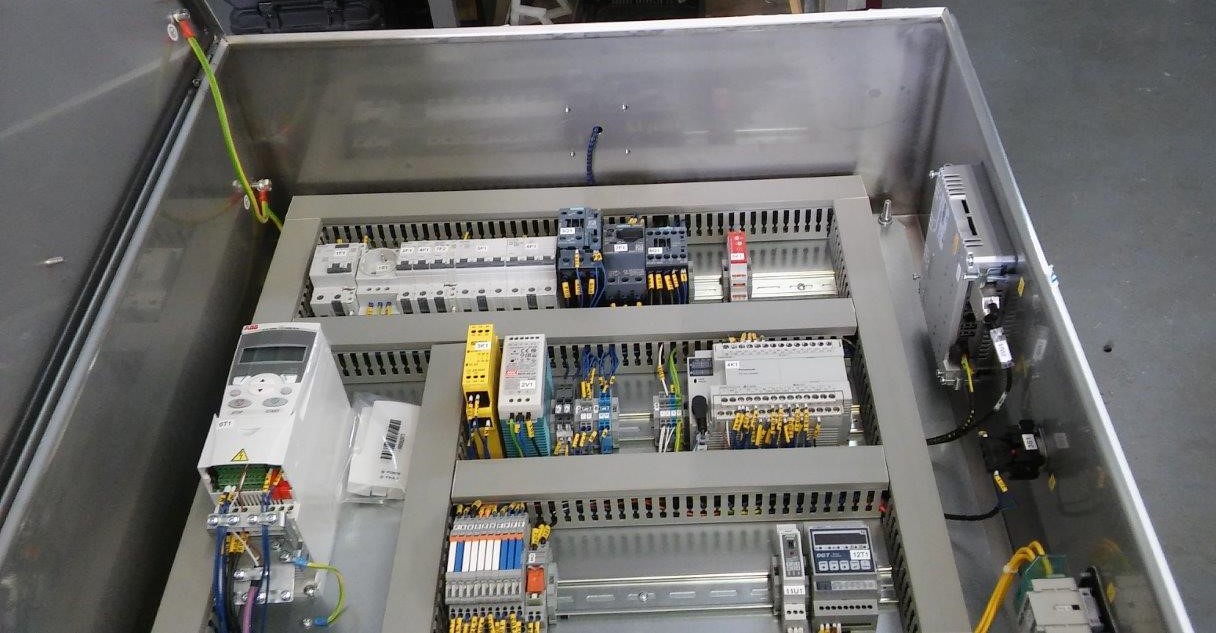
- Replacement of the control system.
- We used Siemens G120 series inverters and created distributed IO networks.
- We applied a control system based on the S7-1500 fail-safe.
BENEFITS?
- Replacement of the control system allowed to reduce the amount of space occupied by the switchgears.
- Reduction of energy demand by the power supply and control system.
- Increase in the amount of information for operators and DUR on the operating status of the system.
- Connection of the system to the factory’s main equipment monitoring system.
- Facilitation of device control for operators.
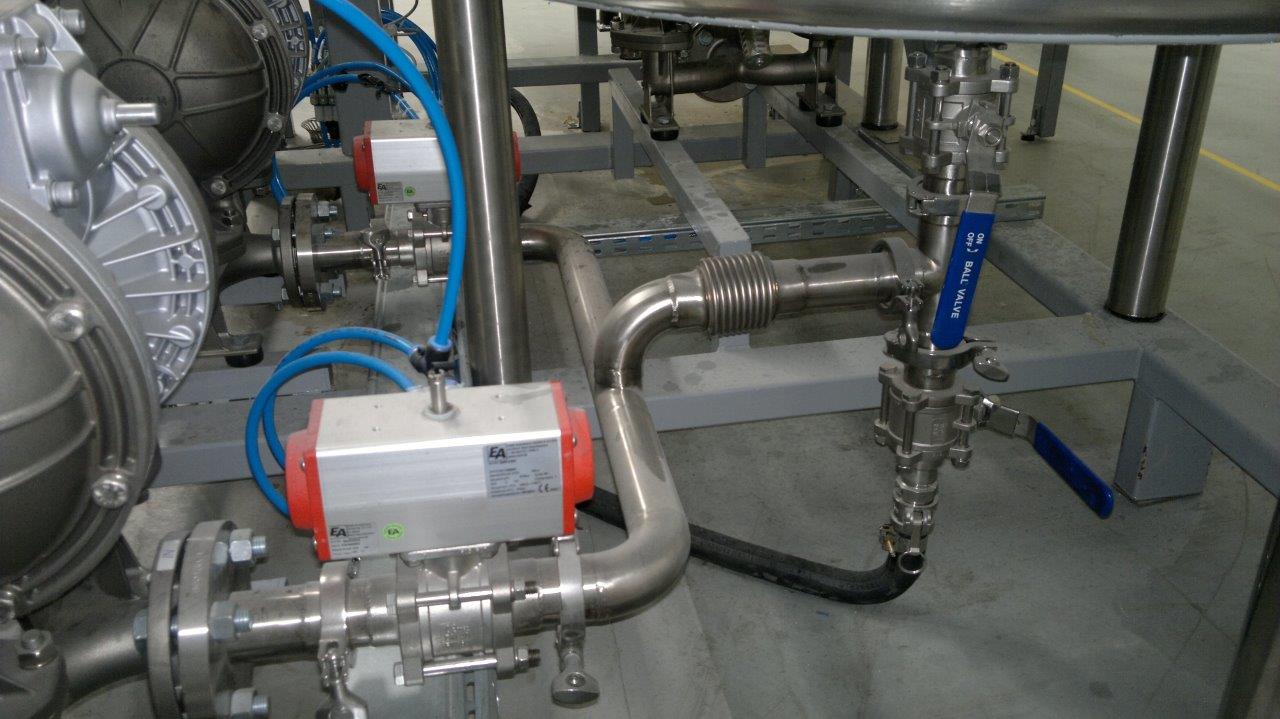
- The system is responsible for drive control, including speed control.
TREATMENT FACILITY FOR AN INCINERATION PLANT
Automotive
What we did:
- Modernization of the assembly line.
- Rebuilding of the safety system.
- We optimized the operation of the line, which resulted in improved performance.
- We prepared full documentation.
- We improved the electrical system.
- We created a new PLC program and HMI visualization.
- We prepared the devices for TPM.
- We carried out the launch together with the training.
BENEFITS?
As part of the project, the line was adapted to the safety requirements imposed by the Machinery Directive.
- The soldering station was completely rebuilt.
- We automated the system feeding the workpieces to the soldering station, which allowed to limit the presence of the operator in the hazardous area to a minimum.
- Then the workstations of operators who assembled the workpieces were rebuilt. Performance was maintained at the initial level and ergonomics were improved.
- The optimization of the control system allowed for more stable operation and minimization of occurring failures resulting from the control system. The system became more resistant to human activity.
- Signaling abnormal conditions allows the maintenance department to diagnose problems faster.
- The use of the Andon system allows operators to read signals from the device without any problems.
HOME APPLIANCES
COMPUTER
Together with the client, we developed the concept of:
- the transport line,
- the assembly station,
- the transport line safety system,
- the method of distribution.
- We created a program for the transport line and a visualization for line management.
- We developed lists of signals to be exchanged with surrounding devices.
- We created full documentation: electrical, mechanical, inspection cards, LOTO procedures, description of the CE declaration control system.
- We modernized the existing elevators for workpiece feeding and for the collection of boxes.
At the client’s site, the transport line consists of 3 strands and 41 assembly stations. In addition, there are 9 elevators allowing the systems to be transported to other levels and the boxes used to be collected. We installed the right tools and the Andon system on each workstation.
The master system is responsible for the distribution of prepared workpieces for assembly at the workstations. After assembly, the system is sent for testing, while the boxes return to the picking area. The aim of creating the line was to achieve the greatest possible flexibility of assembled parts and to increase productivity.
WAREHOUSING AND LOGISTICS
The warehouse technology implemented by our company is based on the cooperation of the automation system of several elements:
- the MES/ERP system
- the transport and storage system
- the Pick to Light system
- the RFID System
The combination of these types of elements allows the logistician to clearly define where they are supposed to send/set aside the elements to the warehouse. The time of preparation of individual components is shortened during the picking of components by the production/packaging operators. These types of solutions affect:
Improvement of the quality and repeatability of the assembly or packaging process.
Increased flexibility: simplified staff training procedures
Management and quality control through process recording.
Simplification of the process of accounting for the consumption of individual materials due to cooperation with MES/ERP systems.
What we did at our client’s:
- Design of the automation system together with installation.
- Assembly of the lights.
- Complete documentation.
- PLC program and HMI visualization.
- Junction boxes.
- Commissioning and training of the operators.
- Application of barcode scanners.
Depending on the order, the system illuminates the relevant elements to be collected at one of the six stations. After the items are collected, the operator sends to the next station. The master system saves information about the collected workpiece data. The system also signals missing workpieces. It is up to the operator to complete them and to define the number of blocked workpieces for the system. Each station has its own Andon system.
Bei unserem Kunden haben wir durchgeführt:
- Entwurf des Automatisierungssystems zusammen mit der Installation.
- Montage der Leuchten.
- Vollständige Dokumentation.
- PLC-Programm und HMI-Visualisierung.
- Anschlusskasten.
- Inbetriebnahme und Schulung des Bedieners.
- Verwendung von Barcode-Scannern.
Je nach Auftrag beleuchtet das System die entsprechenden herunterzuladenden Elemente an einer der sechs Stationen. Nach dem Herunterladen der Elemente sendet der Operator an die nächste Station. Das Mastersystem speichert Informationen über das Herunterladen von Detaildaten. Das System signalisiert auch fehlende Details. Dem Betreiber obliegt es, sie zu vervollständigen und die Anzahl der gesperrten Teile für das System festzulegen. Jede Station hat ihr eigenes Andon System.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}